发布时间:2015-02-02
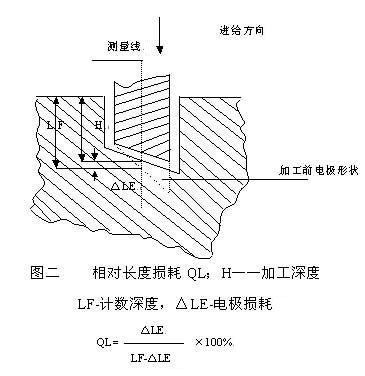
工具电极损耗在电火花成形加工中,工具电极损耗直接影响仿形精度,特别对于型腔加工,电极损耗这一工艺指标较加工速度更为重要。电极损耗分为绝对损耗和相对损耗。绝对损耗最常用的是体积损耗Ve和长度损耗Veh 二种方式,它们分别表示在单位时间内,工具电极被蚀除的体积和长度。即Ve=V/t(mm3/min) Veh=H/t(mm/min) 相对损耗——工具电极绝对损耗与工件加工速度的百分比。通常采用长度相对损耗比较直观,测量也比较方便。在线切割加工中,电极丝的损耗对工件质量的影响不大,故一般不加以讨论。但快走丝机床使用钼作为电极丝,是重复放电,所以丝的损耗影响到电极丝的使用寿命,在实际加工中应予适当考虑。见图二。
在电火花成形加工中,工具电极的不同部位,其损耗速度也不相同。在精加工时,一般电规准选取较小,放电间隙太小,通道太窄,蚀除物在爆炸与工作液作用下,对电极表面不断撞击,加速了电极损耗,因此,如能适当增大电间隙,改善通道状况,即可降低电极损耗。
在电流,电压一定时,电极的投影面积大小与火花间隙有很大的关系。用100 条件铜打钢时,面积很大时,打过的间隙有1 丝多单边面积只有1mm平方时间隙有4 丝,主要看现场情况,冲油大小也有一定影响。大平面加工产生这样的情况主要是排渣及冲油的不均匀引起的不恰当的冲油方法,会使各个部位的残渣溶度不一样,解决的思路是尽量使大平面的各个部位的放电间隙相等。
上一篇: 电火花的加工速度
下一篇: 电火花加工工艺技术的基本矛盾及解决
广东台正精密机械公司
夏经理:13592751866
电话:400-078-1866
邮箱:172235838@qq.com
网址:www.taizheng.net.cn
地址:广东省东莞市沙田镇兴洲路68号





